(上图为典型不锈钢油封产品系列,清晰展示不锈钢骨架外露结构及FKM唇边)
不锈钢油封(Stainless Steel Oil Seal)是指以不锈钢为金属骨架(或外壳)、结合高性能弹性体唇边及不锈钢张紧弹簧的精密旋转密封或往复密封元件。相较于普通碳钢骨架油封,不锈钢油封(常用材质SUS304、SUS316)具有优异的耐腐蚀性、抗疲劳强度和高温稳定性,广泛应用于食品医药、海洋工程、化工设备、汽车发动机气门油封以及高端涡轮增压系统等领域。其制造过程属于典型的橡胶-金属复合精密成型工艺,核心在于实现不锈钢骨架与弹性体唇边的可靠化学-物理粘接,同时保证唇边几何精度(±0.05 mm级)和径向力一致性。本文以不锈钢油封的制作流程为核心,从原材料准备、骨架冲压、表面处理、橡胶配混、硫化复合、后处理到质量检测进行专业详尽的技术解析,旨在为密封件研发与制造工程师提供系统参考。
一、原材料选型与预处理
金属骨架:选用0.5~1.2 mm厚冷轧不锈钢带材(SUS304/316,厚度公差±0.02 mm),表面无划痕、氧化皮。部分高端气门油封骨架采用深冲级不锈钢以适应复杂几何形状。
弹性体:根据工况选用NBR、FKM(Viton)、ACM或AEM。FKM适用于高温(≤200℃)及燃油环境,硬度邵氏A 70~85°。
张紧弹簧:SUS304/SUS316不锈钢丝(直径0.3~0.8 mm),经卷制形成Garter Spring,提供恒定径向力(0.5~2.5 N)。
预处理关键:不锈钢带材进厂后进行表面清洁(脱脂、酸洗),防止油污影响后续粘接。
弹性体原料需经门尼粘度测试(ML1+4@100℃ 40~80),确保混炼均匀性。
二、金属骨架冲压与表面处理(骨架准备工段)
这是不锈钢油封制造的核心工序,直接决定结构刚性和粘接强度。
-
采用多工位级进模或单冲压机(压力100~300吨),一次或多级冲压成型外壳、唇边支撑结构。
-
对于复杂气门油封骨架,需二次精冲+车削/研磨确保内径公差±0.03 mm、平面度≤0.05 mm。
-
冲压后进行去毛刺(振动去毛或电解抛光),避免划伤唇边。
- 喷砂/抛丸
:粗糙度Ra 1.6~3.2 μm,增加机械咬合力。
- 化学处理
:磷化(或锰系/锌系)+钝化,形成纳米级转化膜(厚度5~10 μm)。
- 粘接剂涂布
:采用双组分Chemlok或硅烷偶联剂,采用辊涂/喷涂/浸涂工艺,烘干温度120~160℃×10~20 min。粘接剂厚度控制在10~20 μm,确保界面剪切强度>5 MPa。
不锈钢骨架的表面处理比碳钢更严格,因其天然钝化膜需被破坏并重新活化以实现橡胶硫化粘接。
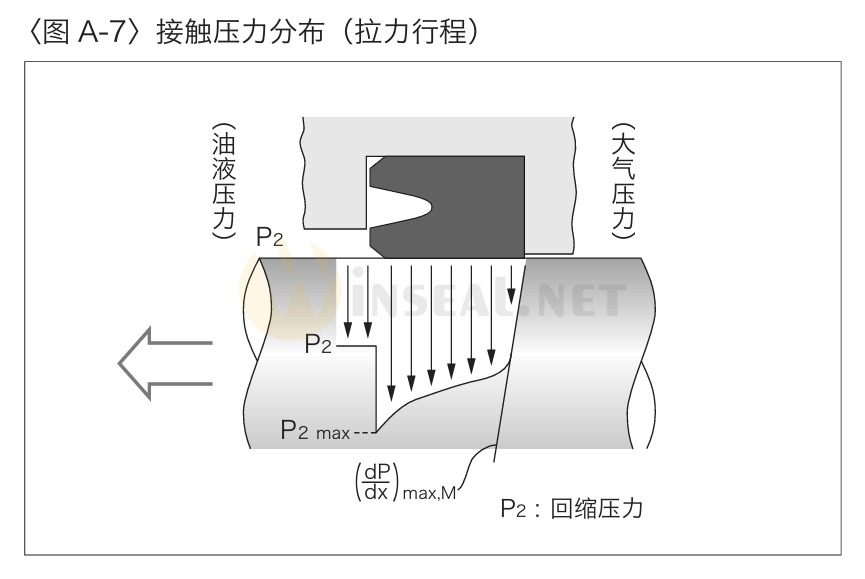
(上图为不锈钢油封接触压力分布示意图,体现骨架设计对唇边密封性能的影响)
三、橡胶配混与预成型(胶料准备工段)
-
采用密炼机(Banbury)或开炼机,两段法混炼:第一段加入生胶、补强剂(炭黑/白炭黑)、防老剂;过滤后第二段加入硫化剂(过氧化物或硫磺体系)、促进剂。
-
混炼温度严格控制≤120℃,防止焦烧。FKM混炼需专用低温工艺。
-
胶料检验:门尼粘度、硬度、拉伸性能、流变曲线(RPA)。
-
使用精密预成型机(冷喂料挤出+切断)直接制成环形或片状半成品,重量精度±1%,形状与骨架匹配。
-
传统开炼机裁片法已逐步淘汰,精密预成型可提高硫化合格率15%以上。
四、弹簧制备与组装
不锈钢丝经自动卷簧机卷制成螺旋弹簧,再经接圆机成环、热处理(消除应力)、表面清洗。
部分高端产品采用激光焊接或点焊固定弹簧位置,确保径向力均匀(在线检测±0.1 N)。
五、硫化复合成型(产品硫化成型工段)
不锈钢油封制造的最关键工序,采用转移模压或注射硫化工艺:
模具准备:CNC加工高精度模具(HRC58~62),型腔镀硬铬或氮化,表面粗糙度Ra≤0.4 μm。模具温度控制精度±2℃。
装模:不锈钢骨架+粘接剂+预成型胶料+弹簧自动或半自动装入模具。
真空硫化:现代生产线采用真空加硫机,排除空气,减少气泡缺陷,提高粘接合格率至99%以上。
成型后唇边几何精度由模具直接保证,径向力通过弹簧+唇边设计联合控制。
六、后处理、修整与组装(后加工工段)
自动修边:使用激光或机械修边机去除飞边(飞边厚度<0.1 mm)。
表面处理:部分产品唇边涂PTFE低摩擦涂层(厚度5~10 μm),进一步降低摩擦系数至0.08~0.12。
组装:对于组合式油封,进行弹簧最终压入与唇边定位。
七、质量检测与控制体系
尺寸检测:全自动光学影像测量仪(CMM),检查骨架内/外径、唇口直径、唇边厚度。
径向力:专用径向力测试仪(新品1.0~2.0 N,公差±0.2 N)。
密封性能:真空泄漏测试(泄漏率<0.1 g/h)、台架旋转/往复耐久试验(>2000 h,高温高压)。
材料性能:老化试验(热空气、油浸)、低温脆性、压缩永久变形。
外观:100%目视+AOI自动光学检测,杜绝气泡、缺胶、划痕。
符合ISO/TS 16949或IATF 16949汽车级质量体系,批次一致性CpK≥1.67。
八、技术发展趋势
自动化与智能化:全自动生产线(机器人装模+在线检测),单线产能提升30%。
绿色制造:水性粘接剂替代溶剂型,减少VOC排放;回收不锈钢边角料。
高性能创新:纳米涂层骨架、集成式传感器监测唇边压力、生物基弹性体。
精密气门油封 :与导管一体成型模块,装配误差<0.01 mm,适应国Ⅵ/欧7排放要求。
结论
不锈钢油封的制作流程是橡胶-金属精密复合工艺的典范,每一步都需严格的工艺参数控制与界面工程技术支撑。骨架冲压与表面处理决定了结构强度,粘接剂与硫化工艺决定了密封寿命,检测体系则保障了产品可靠性。高端制造商(如NOK、Freudenberg)通过全流程自动化与材料自制,已将不锈钢油封寿命提升至15万公里以上。对于密封件生产企业而言,掌握这些核心工艺细节是提升产品竞争力、满足高端应用的关键。实际生产中,建议结合具体机型与工况,参考OEM技术规范进行工艺优化与验证。【德龙密封温馨提示】密封问题找德龙!密封件厂家,接受定制密封件,从设计到研发,从生产到测试,全系列服务。有更多想了解的信息可以直接联系德龙密封,德龙产品专家竭诚为您服务!
电话/微信:13580867059